technology
Reliable technology and
the latest equipment
The two main processes we carry out are wire drawing, which involves thinning the wire, and rolling, which involves pressing the round wire into a square.
In addition to producing electric heating and resistance wire, we process various types of stainless steel, nickel alloys, copper alloys, and many other metals.
We have a variety of high-performance, high-efficiency machines, and our highly skilled workers pour their hearts and souls into every product, from small lot of a few kilograms to large lot of several tons.
We also have a complete set of state-of-the-art inspection equipment and a comprehensive support system.
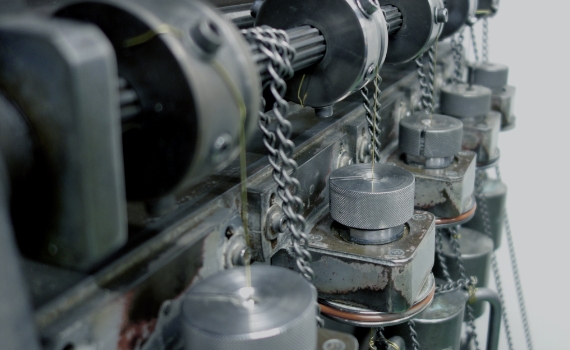
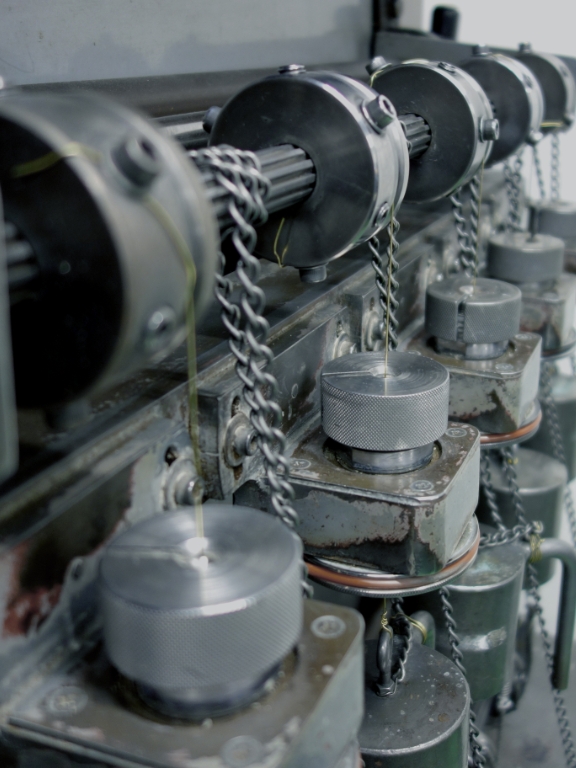
01 Wire drawing process

In the wire drawing process, the metal wire is gradually stretched thinner using dies, which are jigs with holes, to produce a product according to the specifications requested by the customer.
This is a very important process because it almost completely determines the diameter and resistance of the wire.


We use the expertise of our highly experienced technicians and the latest equipment to control the size and resistance of the wire to achieve the size and resistance value our customers desire.
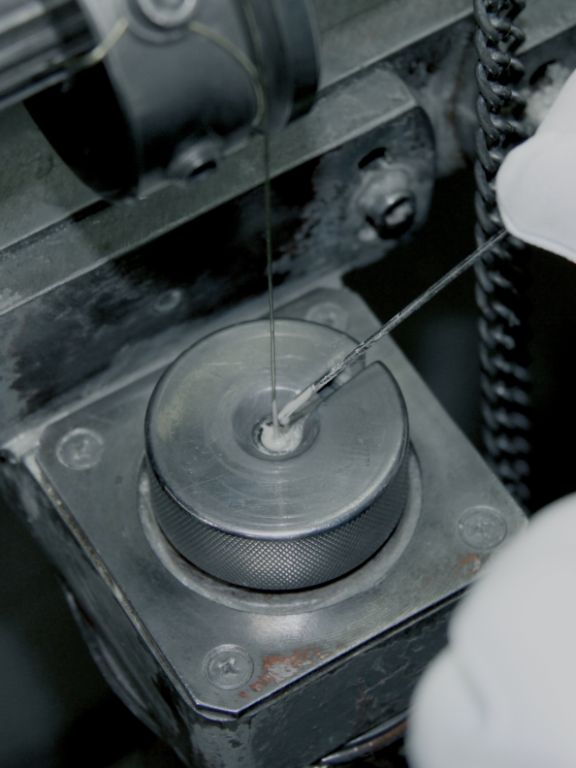
Die adjustment
With our own die adjustment process, we are able to provide a quick turnaround for customers who require non-standard sizes.



02 Rolling process

In this process, the round wire is pressed by rolls set above and below it to form a square ribbon.
This is a very important process because it almost completely determines the size and resistance of the ribbon.
Our master craftsmen help to produce the perfect resistance and size of rolled wire that our customers are in need of.


We have a large number of mills, each equipped with one to four sets of upper and lower rolls. This allows us to process most of our ribbon products to the required size in a single pass, enabling us to achieve short lead times and low costs.
03 Annealing process

The annealing process (heat treatment) is conducted at the appropriate temperature to remove internal strain and restore the original softness of metals that have become hard (process-hardened) by drawing or rolling.


We use pure hydrogen for bright annealing (BA), with strict control over the optimum treatment temperature for each metal.
04 Rewinding process



This is the process of rewinding the heat-treated product onto a bobbin or spool of the customer's choice.
We take great care to ensure that the product is wound evenly and that there is no looseness.
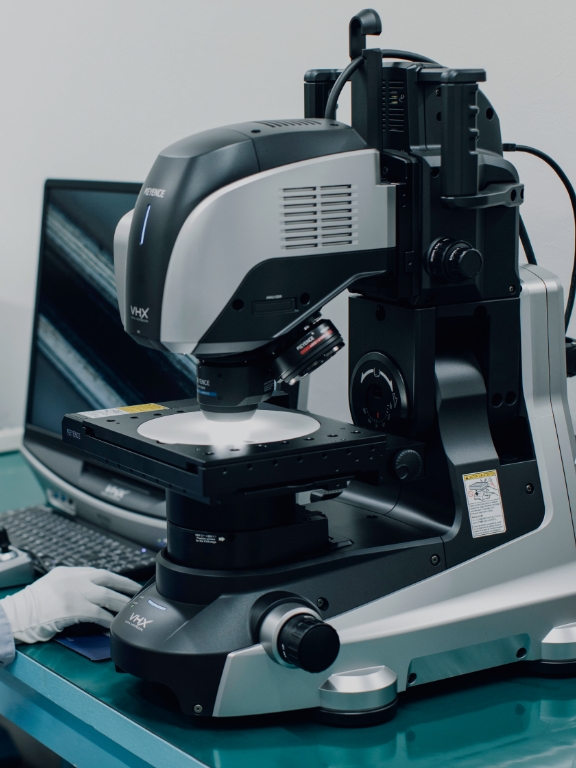
05 Inspection process

All products are inspected one by one.
Using our proprietary system, we check that the products meet the customer’s specifications, print labels, and manage the data. All products can be traced back to the raw material by the inspection number on the label.


Inspection equipment
Tensile testing machine, Life testing machine, Digital microscope, high precision dimensional measuring instrument (LED micrometer), Vickers testing machine, etc.
In addition, we can perform various other inspections as needed, such as surface observation using a scanning electron microscope (SEM), chemical composition analysis, metal structure grain size measurement, or X-ray inspection, etc.